



Description of SP U drill
- The U-drill is used with a hard alloy blade embedded in the head, and its drilling life is more than ten times that of a regular drill. The blade can be replaced at any time, with a long service life;
- During drilling, there are mostly fragments of debris, and an internal cooling system can be used to ensure safe chip removal, which is conducive to continuous processing of the product, shortening the processing time and improving efficiency;
- Under the condition of standard aspect ratio, there is no need to remove chips when using fast drilling to drill large holes;
- One drill with multiple uses can achieve multi-stage cutting. Quick drilling can tilt large holes on the surface less than 30 ° without reducing cutting parameters; The surface finish of the holes processed with shallow hole drills is good, with a small tolerance range, and can replace some rough boring cutters.
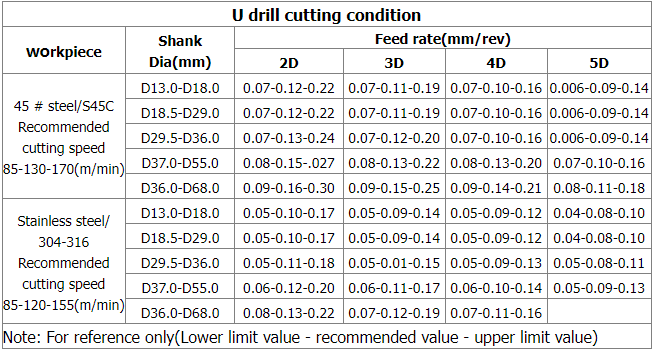
U-drill cutting condition table


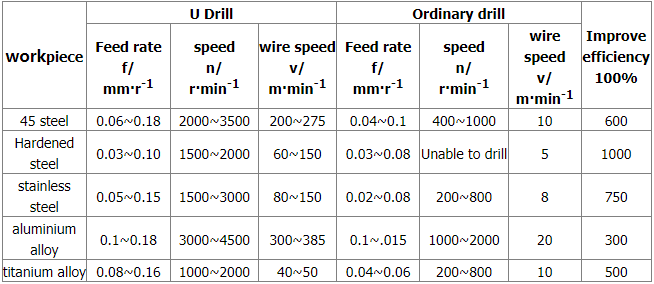
Comparison of cutting parameters between U-drill and ordinary drill bits
- In the initial drilling, it is recommended to use the cutting value in the middle range, and then adjust the cutting parameters (according to the tool wear) to achieve the best cutting effect. The above cutting parameters are for 2D and 3D types, and for 4D types, the drilling parameters should be correspondingly reduced by 15%.
- When the cooling method is only external cooling, the cutting speed should be reduced by 10%.
- For the processing of austenitic stainless steel, internal cooling must be used.
- When starting external drilling on the inclined plane, or when there are pre drilled and intersecting holes in the parts, or when drilling multi-layer plates, the feed rate needs to be reduced to about one-third of therecommended value.
Note
- When using the lathe, it is easy to crush and burn the U-drill when using it with a deviation from the center
- When using small-sized U-drills, high speed and high feed are required, because the lower the parameters, the greater the cutting resistance, and the situation of burning the tool is easy to occur